



A/SA234 bw fittings specification
ASTM A234 covers wrought carbon steel and alloy steel fittings of seamless and welded construction covered by the latest revision of ASME B16.9, B16.11, MSS-SP-79, MSS-SP-83, MSS-SP-95, and MSS-SP-97. These fittings are for use in pressure piping and in pressure vessel fabrication for service at moderate and elevated temperatures.
Grades
- WPB & WPC Carbon Steel
- WP5, WP9, WP11, WP22, WP91 Chrome Moly Steel
Process
Killed steel, with forgings, bars, plates, sheet, and seamless or fusion-welded tubular products with filler metal added. Forging or shaping operations performed by hammering, pressing, piercing, extruding, upsetting, rolling, bending, fusion welding, machining, or by a combination of two or more of these operations.
Heat Treatment
After forming at an elevated temperature, fittings are cooled to a temperature below the critical range under suitable conditions to prevent injurious defects caused by too rapid cooling, but in no case more rapidly than the cooling rate in still air. Heat treatment temperatures specified are metal (part) temperatures. Heat-treated fittings are to be treated according to paragraph 7 in Specification A960/A960M.
Chemical Requirements
Composition, %
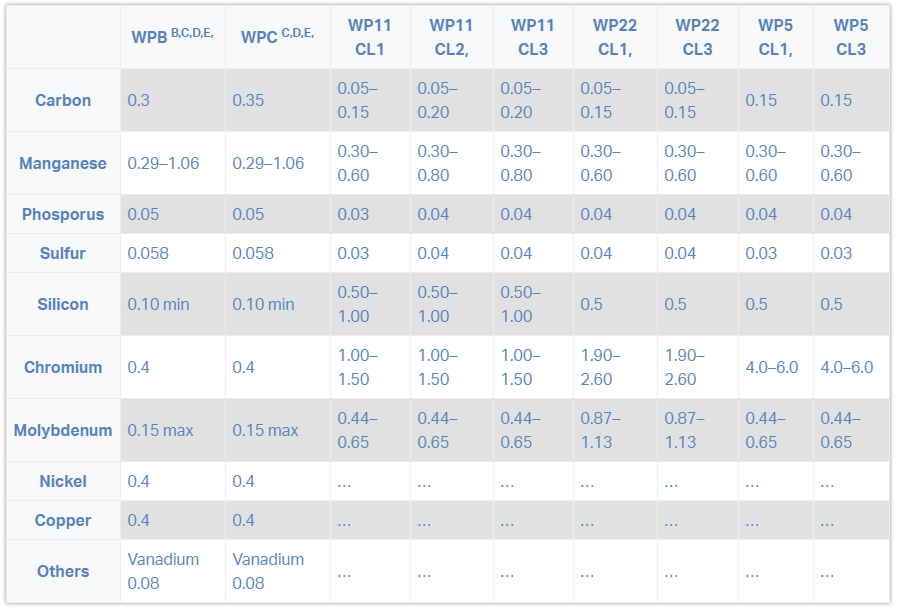
| WPB B,C,D,E, | WPC C,D,E, | WP11 CL1 | WP11 CL2, | WP11 CL3 | WP22 CL1, | WP22 CL3 | WP5 CL1, | WP5 CL3 | |
|---|---|---|---|---|---|---|---|---|---|
| Carbon | 0.3 | 0.35 | 0.05–0.15 | 0.05–0.20 | 0.05–0.20 | 0.05–0.15 | 0.05–0.15 | 0.15 | 0.15 |
| Manganese | 0.29–1.06 | 0.29–1.06 | 0.30–0.60 | 0.30–0.80 | 0.30–0.80 | 0.30–0.60 | 0.30–0.60 | 0.30–0.60 | 0.30–0.60 |
| Phosphorus | 0.05 | 0.05 | 0.03 | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 | 0.04 |
| Sulfur | 0.058 | 0.058 | 0.03 | 0.04 | 0.04 | 0.04 | 0.04 | 0.03 | 0.03 |
| Silicon | 0.10 min | 0.10 min | 0.50–1.00 | 0.50–1.00 | 0.50–1.00 | 0.5 | 0.5 | 0.5 | 0.5 |
| Chromium | 0.4 | 0.4 | 1.00–1.50 | 1.00–1.50 | 1.00–1.50 | 1.90–2.60 | 1.90–2.60 | 4.0–6.0 | 4.0–6.0 |
| Molybdenum | 0.15 max | 0.15 max | 0.44–0.65 | 0.44–0.65 | 0.44–0.65 | 0.87–1.13 | 0.87–1.13 | 0.44–0.65 | 0.44–0.65 |
| Nickel | 0.4 | 0.4 | … | … | … | … | … | … | … |
| Copper | 0.4 | 0.4 | … | … | … | … | … | … | … |
| Others | Vanadium 0.08 | Vanadium 0.08 | … | … | … | … | … | … | … |

| WP9 CL1, | WP9 CL3 | WP91 | |
|---|---|---|---|
| Carbon | 0.15 | 0.15 | 0.08–0.12 |
| Manganese | 0.30–0.60 | 0.30–0.60 | 0.30–0.60 |
| Phosphorus | 0.03 | 0.03 | 0.02 |
| Sulfur | 0.03 | 0.03 | 0.01 |
| Silicon | 1 | 1 | 0.20–0.50 |
| Chromium | 8.0–10.0 | 8.0–10.0 | 8.0–9.5 |
| Molybdenum | 0.90–1.10 | 0.90–1.10 | 0.85–1.05 |
| Nickel | … | … | 0.4 |
| Copper | … | … | … |
| Others | … | … | Vanadium 0.18–0.25 Columbium 0.06-0.10 Nitrogen 0.03-0.07 Aluminum 0.02F Titanium 0.01F Zirconium 0.01F |
B Fittings made from bar or plate may have 0.35 max carbon.A When fittings are of welded construction, the grade and marking symbol shown above shall be supplemented by letter “W”.
C Fittings made from forgings may have 0.35 max carbon and 0.35 max silicon with no minimum.
D For each reduction of 0.01 % below the specified carbon maximum, an increase of 0.06 % manganese above the specified maximum will be permitted, up to a maximum of 1.65 %.
E The sum of Copper, Nickel, Chromium, and Molybdenum shall not exceed 1.00 %.
F Applies both to heat and product analyses.
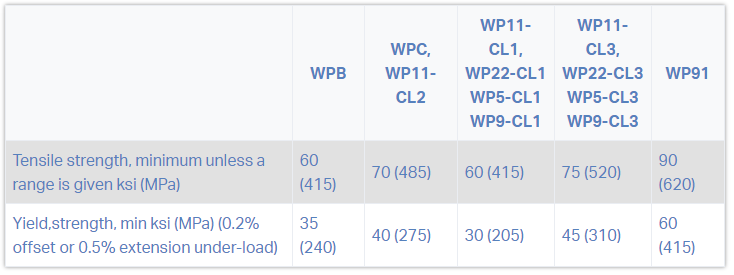
Mechanical Properties
| WPB | WPC, WP11-CL2 |
WP11-CL1, WP22-CL1 WP5-CL1 WP9-CL1 |
WP11-CL3, WP22-CL3 WP5-CL3 WP9-CL3 |
WP91 | |
|---|---|---|---|---|---|
| Tensile strength, minimum unless a range is given ksi (MPa) | 60 (415) | 70 (485) | 60 (415) | 75 (520) | 90 (620) |
| Yield strength, min ksi (MPa) (0.2% offset or 0.5% extension under-load) | 35 (240) | 40 (275) | 30 (205) | 45 (310) | 60 (415) |
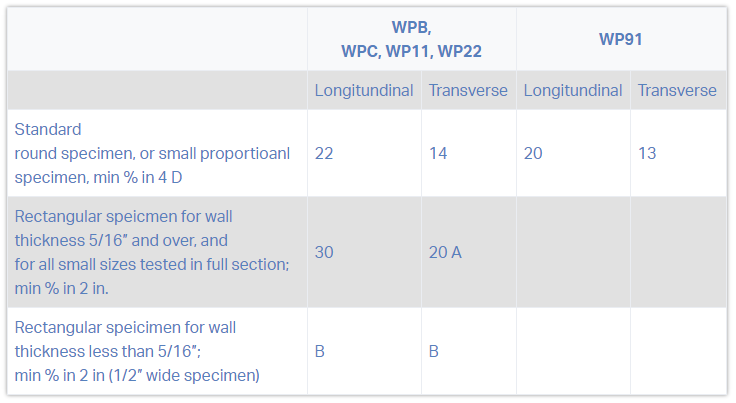
Elongation
| WPB, WPC, WP11, WP22 |
WP91 | |||
|---|---|---|---|---|
| Longitudinal | Transverse | Longitudinal | Transverse | |
| Standard round specimen, or small proportional specimen, min % in 4 D |
22 | 14 | 20 | 13 |
| Rectangular specimen for wall thickness 5/16″ and over, and for all small sizes tested in full section; min % in 2 in. |
30 | 20 A | ||
| Rectangular specimen for wall thickness less than 5/16″; min % in 2 in (1/2″ wide specimen) |
B | B | ||
A WPB and WPC fittings manufactured from plate shall have a minimum elongation of 17 %.
B For each 1⁄32 in. [0.79 mm] decrease in wall thickness below 5⁄16 in. [7.94 mm], a deduction of 1.5 % for longitudinal and 1.0 % for transverse from the values shown above is permitted
Reference Documents
- ASTM A216/A216M Specification for Steel Castings, Carbon, Suitable for Fusion Welding, for High-Temperature Service
- ASTM A217/A217M Specification for Steel Castings, Martensitic Stainless and Alloy, for Pressure-Containing Parts, Suitable for High-Temperature Service
- ASTM A960/A960M Specification for Common Requirements for Wrought Steel Piping Fittings
- ASME B16.9 Steel Butt-Welding Fittings
- ASME B16.11 Forged Steel Fittings, Socket Welding and Threaded
Request A Quote Today
Looking for reliable and high-quality industrial piping solutions? Our team of experts is here to help. Please fill out the form below, and one of our specialists will get back to you promptly.
"*" indicates required fields
* This information is provided for quick references. Always consult applicable ASME, ASTM and Manufacture’s standards.